

|
|
|
Le fil de cuivre étamé offre l'avantage, par rapport au cuivre nu, d'avoir une très bonne soudabilité et de ne pas s'oxyder. Vous pouvez vous le procurer soit directement chez les fournisseurs de composants électroniques, soit en enlevant l'isolant de certains câbles électriques. Pour ma part, j'utilise les deux provenances dans des diamètres de 0.2 à 2 mm. Comme représenté ici, avant de pouvoir l 'utiliser, il faut l'étirer légèrement de manière à lui enlever toutes les déformations dues à son stockage et à sa manipulation. Attention toutefois de ne pas exagérer cet étirement sous peine de le déformer , voire même de le casser. |
 |
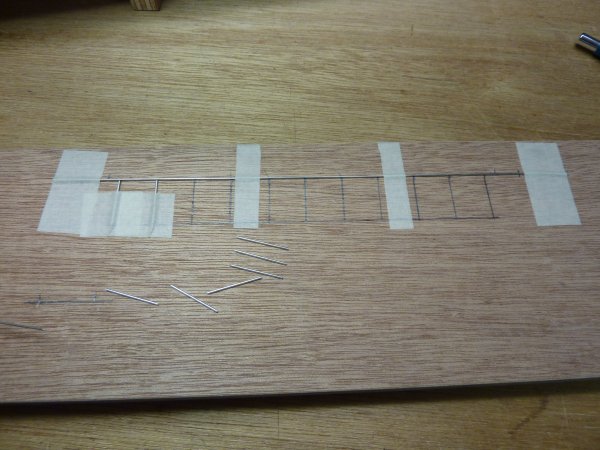
Pour la fabrication de cette balustrade, j'ai utilisé un fil de diamètre 0.8 mm. Sur un support plat, tracez la forme de la pièce à fabriquer en allongeant les montants de 5mm, ce qui correspond à la partie enfoncée dans le sol. Ensuite, les différentes pièces sont maintenues en place, pour la brasure, par un papier collant. (type utilisé pour la peinture en bâtiment) En HO, la balustrade mesure 10 mm de haut et 200 mm de long, les montants sont espacés de 15 mm. Cela correspond, dans la réalité, à une hauteur de 87 cm sur une longueur de +/- 17 m. |
 |
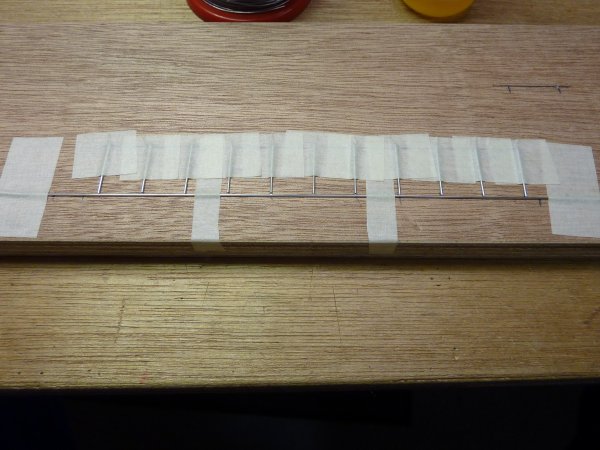
Lorsque toutes les pièces sont ainsi fixées, déposez une goutte de flux à souder à chaque emplacement de brasure. Ce flux à souder est disponible chez les détaillants de composants électroniques. Evitez l'utilisation de "graisse à souder" ou autre corrosif parfaitement inadaptés à cet usage. De même pour le fil à braser, celui-ci doit être de qualité "électronique", évitez l'usage de brasure "plombier". La composition de cette brasure est 60 % étain (Sn) et 40 % plomb (Pb) avec flux incorporé et son diamètre de +/- 1,5 mm. En réalité, la qualité du flux et celle du fil à braser détermineront la qualité de votre brasure. A propos du flux, sachez qu'il est composé de colophane (15 à 35 %) et d'isopropanol. Evitez l'usage de la nouvelle génération de flux appelés "no clean", ils sont moins performants. |
 |
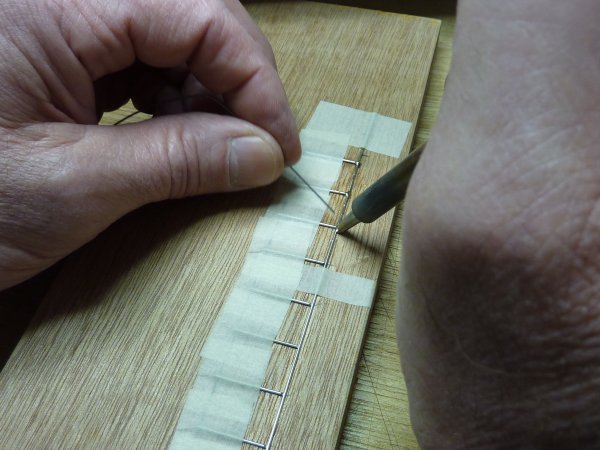
Brasez chaque intersection des montants et de la balustre. Après cette opération de brasure, il faut IMPERATIVEMENT nettoyer les pièces brasées. En effet, le flux à souder doit absolument disparaître pour éviter toute corrosion ultérieure. Ce nettoyage s'effectue à l'aide d'isopropanol, celui-ci va dissoudre ce qui reste de flux et donner un aspect brillant à la pièce traitée. Pour ce faire, laissez tremper la pièce, durant 30 minutes, dans un récipient couvert. Ensuite, nettoyez à l'aide d'un pinceau en laissant la pièce dans le récipient de trempage. Après nettoyage et séchage, la pièce ne doit absolument plus être "collante", ce sera une preuve de bon nettoyage. ATTENTION : L'isopropanol est très inflammable, travaillez dans un endroit bien ventilé! |
 |
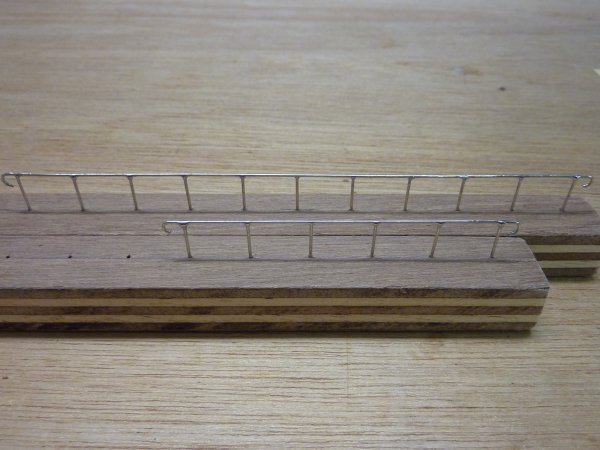
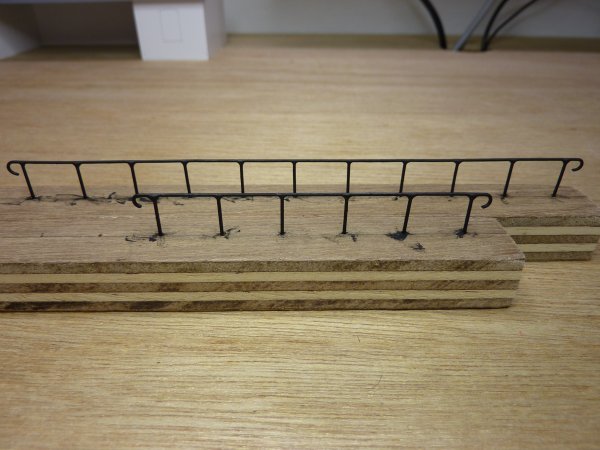
Voilà les balustrades après nettoyage, notez les supports réalisés en contreplaqué de 15 mm et forés diamètre 1 mm tous les 15 mm. (espace entre chaque montant) Ces supports sont très pratiques pour manipuler les petites pièces durant l'opération de peinture et aussi durant le séchage. |
 |
Voici les balustrades après peinture, prêtes à être installées sur le réseau. Dans ce cas, j'ai utilisé la peinture Humbrol n° 33 "Noir Mat"apposée au pinceau. |
 |
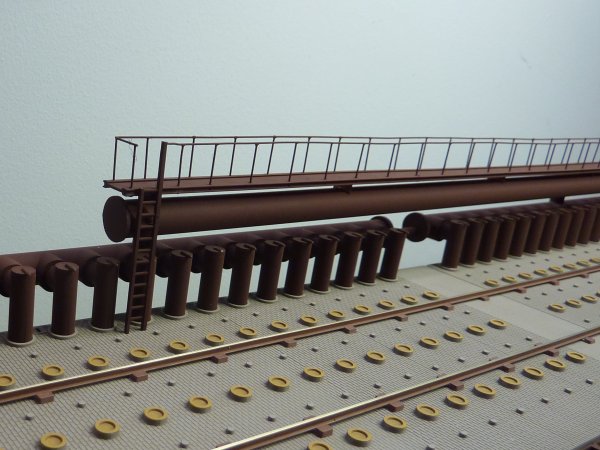
Ci-contre, notre balustrade "en situation". |
 |
Voici un autre exemple de rambarde réalisée suivant la même technique mais avec un fil de diamètre 0.6 mm. Voir la page Décor / Fours à coke |
 |
|
|
|
 |